All Metal Hotends
The Definitive Troubleshooting Guide

So we bought one of those fancy all metal hotends, got it installed and… now it can’t print more than 5 minutes before it clogs.
Instant buyers remorse has set in, should have paid attention to those negative reviews before making the purchase. We scour the internet for a potential fix, jumping from website to website desperately trying to figure out what’s wrong.
Let’s put down the pitchfork and extinguish the torches. Chances are, it’s more than likely our fault.
We didn’t sabotage it on purpose, but all metal isn’t quite so forgiving of mistakes. Don’t beat yourself up, a lack of consistent information for these products is often to blame. This hobby relies heavily on 3rd party advice and word of mouth, but that’s not always the most reliable source.
Table of Contents




Chapter 1: Overview
There are a lot of questions about All Metal Hotends, and the answers aren’t always clearly explained.
What are they? What brand should I choose? Will this one work for my 3D Printer?
In Chapter 1, we give a brief overview of the basics, covering what you should know when it’s time to upgrade the hotend.
Unless you’re shopping on Kickstarter (in which case, best of luck) most reputable brands are going to be a safe bet. Sure, nothing is perfect. Even the industry leaders can slip once in a while, but it’s far more likely that we just overlooked something simple.
Whether you purchase an E3D, Micro Swiss or low cost replica of these two, all metal hotends operate more or less the same.
Through out the Definitive Troubleshooting Guide, we’ll start with the most likely cause for problems and work through the list. Diving in to the slicer settings, assembly process, hardware components and more.
What is an All Metal Hotend?
If you have an all metal hotend in the shopping cart, but are on the fence after reading about other people’s problems, let’s start with what it is that we’re actually buying in the first place.
All metal hotends are designed to eliminate PTFE tubing inside of the heatbreak, that’s it. This tube starts to deteriorate somewhere around 250° Celsius and will release toxic fumes, meaning our stock hotend can only handle PLA and ABS filaments safely.
To print high temperature plastics like Nylon, Polycarbonate or HDPE, all metal is a must.
If you’re goal is to print PETG though, the reason most of us decide to upgrade, that can be somewhat of a grey area. On one hand, certain brands of filament can print as low as 230°, and that’s entirely doable with a basic PTFE hotend. In the long run however, it’s still a good idea to pick up an all metal hotend, where that lining will otherwise limit our options.
Are they Difficult to Use?
All metal hotends are not difficult, they are different.
Most hobbyist 3D Printers are bought for less than $300. To accommodate newcomers in the budget market, PTFE lined hotends have been widely adopted for their ease of use. They work great with PLA filament and are much more forgiving if something isn’t quite perfect.
These same machines are also manufactured exclusively in China, where quality control is an afterthought. Because all metal hotends must be precisely machined, something China doesn’t care much for, the defect rate would skyrocket.
So we purchase these upgrades aftermarket instead, and since they’re a niche product, there is far less understanding of the subtle differences in how they are meant to be used.
E3D V6 vs Micro Swiss Hotends
Let’s start with that one glaring question, which one is best?
The short answer… both.
E3D and Micro Swiss are the two premiere hotend manufacturers for 3D Printers. They have perfected their signature all metal designs through precision engineering, becoming the gold standards for quality and reliable performance. So what’s the difference?

Micro Swiss specializes in drop-in replacements. Their hotends are built for specific 3D Printer models, utilizing many of the same original design choices. This ultimately means their products are a direct fit and simple to install on all supported machines.
E3D on the other hand takes a universal approach. Having standardized groove neck mounts, their signature V6 hotend can be used on practically any traditional FDM 3D printer. However, this frequently requires the use of a customized mounting solution for proper fitment.
What About Clone Hotends?
Many years ago, in the spirit of innovation, E3D open sourced their plans for the V6 Hotend design. Since then, cheap replicas from China have flooded the markets, available for just a fraction of the price. No brand or product is safe, everything has been copied.
Okay, you didn’t come here for a history lesson, so what about clone hotends?
Ethics aside, clone hotends are a fantastic budget option. In the hotend market, genuine products are expensive and rightfully so, but plenty of makers can’t just shell out $60 on a whim. These replicas are often extremely close to the real thing, but cost the same as a meal from McDonalds.
The biggest strike against clone hotends is again China’s apathy towards quality control. While plenty of them are flawless, these products have developed quite a bad reputation. Why? Because they have no qualms shipping out defective junk that should never see the light of day.
In Chapter 4: All Metal Hotend Hardware, we will look at parts that may be flawed on clone hotends and how to fix or replace them.
Chapter 2: Slicer Settings
In this chapter, we’ll cover the Slicer Settings. Small changes to your existing profile that are a must for reliable prints.
These adjustments can often go overlooked, but make a huge difference that will make or break your experience.
Before you start looking elsewhere for the cause of problems, spend a few minutes and rule out your settings first.
Remember when I mentioned that all metal hotends aren’t forgiving? I was mainly referring to the slicer settings.
Reusing that same old profile that worked before will guarantee problems. Sure, almost all of it is still perfectly tuned for the machine, but there are a couple settings that absolutely need to be tweaked.
Retraction Distance
Above all else, Retraction Distance is hands down the #1 cause of clogs on all metal hotends. In most cases, this value should be reduced to at least 50% of the original amount, if not more.
Every time the extruder retracts filament, it’s yanking molten hot plastic back in to the hotend. When it gets pulled too far, it sticks to the inside of the nozzle and plastic starts to build up. Eventually we hear the dreaded clicking sound, when the extruder can no longer push more filament out.
Bowden Extruders
Recommended Value: 3.5mm
Bowden extruders are the most common on modern machines, mounted to the 3D printer’s frame and positioned remotely from the hotend. As these push/pull filament over a distance, retraction values are set higher than Direct Drive, often between 3mm and 4mm.
Direct Drive Extruders
Recommended Value: 0.8mm
Direct Drive extruders are mounted directly above the hotend, feeding filament down a short distance. Retraction distance can range between 0.5mm and 1.0mm.
For best practice, start with retraction distance at the low end and raise it as needed. Too little retraction just causes stringing between walls, too much will cause the hotend to clog.
Printing Temperature
All metal hotends are great for high temperature materials like PETG or Nylon, but we still want to use PLA as well. Unfortunately making the switch back is where many users run in to trouble.
PLA filament always prints hotter on all metal hotends. A spool’s label suggests a wide temperature range of 30° or more for a reason, it prints at different levels of heat depending on the hardware.
As a general rule of thumb, when using PLA on an all metal hotend, bump the temperature anywhere from +10 to +15° Celsius. Filament that printed well at 200° C on the stock hotend should see best results around 210° C on all metal.
Chapter 3: Assembling the All Metal Hotend
Building the hotend is quite straight forward, we have plenty of guides and videos to walk us through the process.
Unfortunately there are a few mistakes that can ruin all of that hard work, and these happen to be the bits that most articles forget to mention.
Before we get stuck in some endless loop of re-assembling the hotend, let’s check a few things that may be the cause.

Some all metal hotends come pre-built and ready to use, others send you a box of parts with assembly instructions. Regardless, don’t get impatient and skim the steps. Those little details can save us a lot of trouble once we’re ready to print.
Heat Tighten the Nozzle
The absolute most important step on any hotend installation, all metal or otherwise, is to heat tighten the nozzle.
Inside of the heater block, the heatbreak and nozzle meet in the middle. During the assembly process, we screw these in until they bottom out, but metal will expand/contract with temperature changes. It may feel nice and snug at room temperature, but once the hotend reaches an excess of 200° Celsius, heat expands the metal and creates a gap where filament can leak out.
For this reason, we must preheat the hotend after assembly and tighten the nozzle once more before use.
- Set the nozzle temperature to 250° Celsius.
- Wait 60 seconds after it reaches temperature for it to stabilize.
- Grip the heater block with an adjustable wrench and gently tighten the nozzle with a spanner or socket wrench.
- Be careful not to over torque the nozzle, the threads can break off inside of the block.
This will close up the internal gap between heatbreak and nozzle, sealing off the small separation where filament can otherwise leak out and cause clogs.
Seat the Bowden Tubing
On bowden setups, white PTFE tubing runs from the extruder to the hotend, acting as a filament guide. Depending on which hotend we’re using, this tube will slide in to the heatsink and stop once it reaches the heatbreak.
In some cases however, there’s a bit of resistance when inserting the PTFE tube, and we mistakenly assume that it’s been firmly seated.
Just as gaps between the heatbreak and nozzle are bad for the hotend, space between the bowden tube and heatbreak are problematic in the cold end. Without a strict path to feed through, the filament can bend and catch, causing jams and other unexpected issues.
- When cutting PTFE tubing, make sure that the ends are perfectly straight.
- Put filament inside of the tube before cutting to help retain the shape and avoid deformation.
- Firmly push the tube in to the hotend to ensure that it’s seated flush against the heatbreak.
With filament constantly moving back and fourth, there is still a good chance a quick retract could pull it loose. For this reason, once the bowden tube is seated, embedded collets are used to lock it in place. Make sure this is installed according to the manufacturer’s instructions.
Chapter 4: All Metal Hotend Hardware
In this chapter, we’ll take a look at several of the individual components that make up our all metal hotends.
These products are only as good as the hardware used to build them, why precision machining plays such a vital role in the overall performance and reliability for 3D printing applications.
While it’s primarily a concern for owners of low cost replicas, the sheer importance of these parts should be noted for authentic users as well.

When we purchase a genuine hotend from a reputable company, it’s reasonably safe to assume that the hardware isn’t defective. Precision machining and tight quality control are part of that hefty $60+ dollar price tag.
Replicas (or clones) on the other hand are sometimes a crap shoot. Some vendors do QC checks on these, most do not.
Related: How to Upgrade an E3D V6 Clone
In exchange for saving us a nice chunk of change, we’re assuming that responsibility ourselves. Not necessarily a bad thing, but there are a few components we should inspect when that low cost, all metal hotend isn’t working quite like it should.
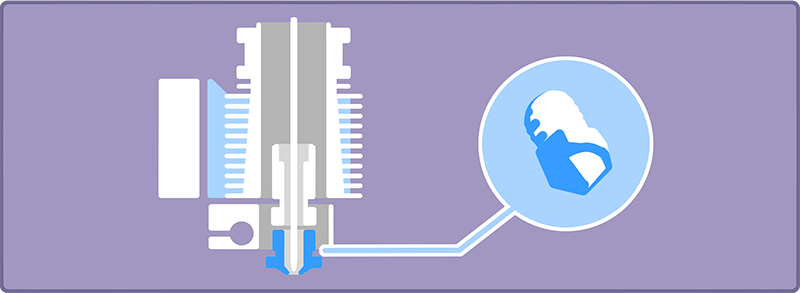
Heatbreak
When we upgrade to an all metal hotend, the heatbreak (a.k.a. throat) is what we’re ultimately looking to replace. It’s the absolute most important part of the entire assembly, and if it’s not machined correctly, that can create a whole mess of problems for us.
By definition, heatbreak means a sudden drop in heat… at least according to Urban Dictionary. In 3D Printing, it refers to the thin metal tube where filament feeds in to the hotend, melting as it reaches the nozzle and transitions from cold to hot.
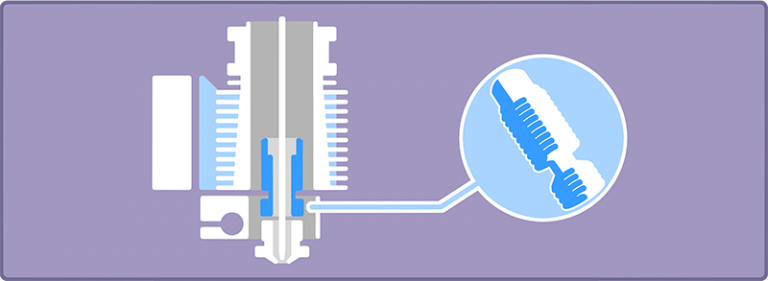
Ideally, we want a heatbreak with low thermal conductivity (it stays cold) and a smooth finish on the inside surface. We can compensate for the former with better cooling, and we’ll talk about that in the next section, but a polished inner bore makes a world of difference.
Unfortunately polishing metal takes time, and considering the rock bottom price of clone hotends, it’s simply not done. They are instead reamed at the factory, which is usable but not perfect by any stretch.
On the upside, we can polish the heatbreak they send us to save money, or buy an aftermarket heatbreak that’s ready to go. A polished Titanium V6 Heatbreak can be had online for $12, and the difference is night and day.
Checking the Heatbreak
Hold the heatbreak up to a bright light and look inside of the tube for imperfections. Rough tooling marks left on the inner walls can cause friction as the filament slides through the channel, affecting the overall performance and eventually causing clogs.
Cooling Fan
The average person might see the cooling fan spinning and assume that everything is hunky-dory, but inadequate airflow can be just as detrimental to reliable performance. In fact, fans don’t take blame nearly as often as the heatbreaks do, yet they are far more likely to be the culprit behind clogs.
In a perfect world, the heatbreak would stay nice and cold when the nozzle was heated, but metal to metal contact transfers that heat upwards. Since that can prematurely melt the filament, we rely on the cooling fan to keep it cold instead.
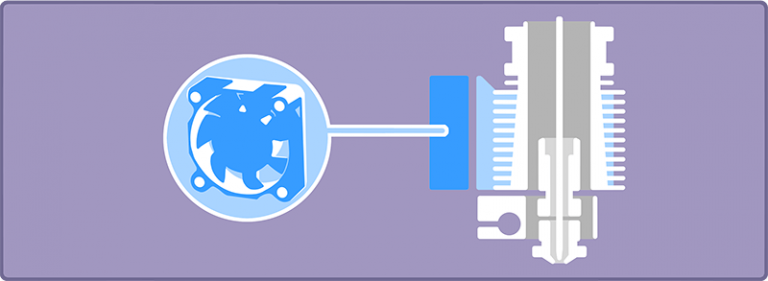
To give this some context, the genuine E3D V6 features a 30mm dual ball bearing fan that puts out around 4.6 CFM (cubic feet/minute). In contrast, the average V6 clone fan averages about half that, somewhere around 2.8 CFM.
That’s not necessarily a problem, but doesn’t leave much wiggle room in the event of unexpected fluctuations.
For example, if the hotend fan is plugged in to/powered from the board, which almost every one is these days, it may not be getting the full voltage it needs. Using a Petsfang with a couple of big 50mm blower fans to cool your parts? That could impede the output even further.
The official E3D V6 documentation suggests wiring the hotend fan directly to the power supply, which helps bypass potential problems. This may be overkill with a proper high powered fan, but for those generics we get on V6 clones, it’s a temporary option until we can upgrade the part.
Checking the Fan
Feel the heatsink fins during a print job. Even those near the bottom (closest to the heater block) should remain completely cool to the touch. If the heatsink fins are reaching warm or even hot temperatures during use, the cooling fan is not providing sufficient cooling.
Nozzle
Remember that cheap 10 pack of nozzles we bought on Amazon? No one in that factory bothered to inspect each one for defects.
Sure, it was a great deal and chances are they work just fine, but we’re buying quantity instead of quality. Unless we’re ready to fork out the $15 for a premium nozzle, it’s probably not a bad idea to check before using them on our machine.
If that tiny hole isn’t a perfect circle, you could spend anywhere from hours to days trying to hunt down the culprit.
There are two exceptions, Micro Swiss and E3D. Micro Swiss is a US based business that manufactures their products in house with a Swiss lathe. E3D manufactures overseas in China, but they have some poor sap on the team checking this stuff so we don’t have to.
Checking the Nozzle
Just as we did with the heatbreak, hold the nozzle up to a light and look inside of the nozzle for imperfections. Make sure there aren’t any unusual deformations, especially around the hole where the filament will be extruded.
Chapter 5: Calibration and Tuning
Countless hours are spent tweaking settings, tightening belts and lubricating bearings, but we leave thousands of the firmware variables untouched.
This cookie cutter template works well enough for the stock machine, but has plenty of room for improvements, especially when we start upgrading parts like the hotend.
In this chapter, we’ll look at how to calibrate and tune the temperature readings, extruder feed rate and more.

The slicer settings are updated. Every single component has been exceptionally well made. We even carefully assembled the hotend to make sure it’s absolutely perfect, but we’re still losing prints and our sanity isn’t far behind.
Sometimes it’s the last thing we would ever think to check, and that usually boils down to calibration and tuning.
While this section looks at somewhat less likely culprits, they are by no means unimportant. In fact, these should be done any time significant changes are made to the 3D Printer’s hardware.
PID Tuning
Any time that we make changes to our hotend hardware, it’s always a good idea to perform a PID Tune afterwards.
PID Tuning is an adaptive process, calculating the best values for the heating element based on what components are currently installed. When these settings are correct, the 3D Printer is able to accurately reach and maintain our desired printing temperatures.
“If the temperature ramps up quickly and slows as it approaches the target temperature, or swings by a few degrees to either side of the target temperature, then the PID values are incorrect.”
PID Tuning – RepRap.org/wiki
Before we start asking other owners what their P.I.D. values are set to, it’s important to note these are machine specific.
Everything from the thermistor we use to environmental factors (ceiling fans, air conditioning, etc) can change these numbers. As such, each machine will always have a completely unique set of values for Kp, Ki and Kd.
How to PID Tune
As with most things, there are a dozen different ways to tackle this task. Depending on the 3D Printer you have, and the firmware that it uses, the steps may in fact need a slightly different approach.
For certain 3D Printers like the Monoprice Maker Select and Wanhao Duplicator i3, we can even just run a G-Code file that automates the process for us. In most cases however, if nothing else, it’s good to experience the manual steps so we better understand what is happening. To provide a gist of the overall process…
- Download a program like Repetier Host or Pronterface that can send commands
- Connect your 3D Printer to the computer via USB cable
- Send the command M303 E0 S(250) replacing 250 with your desired printing temperature
- When finished, note the Kp, Ki and Kd values shown in the console
- Send the command M301 H1 P(KpValue) I(KiValue) D(KdValue) to set these new values
- Send the command M500 to store the values in memory
The M303 command switches the 3D Printer in to auto tune mode, then preheats up to the specified temperature. It will perform a series of cycles, heating up and cooling down the hotend until it determines what works best.
Ideally, during the PID tuning process, we should represent our standard printing environment as closely as possible. This means turning on the parts cooling fan if you use it, and anything else that may affect the normal temperature readings.
Calibrate E-Steps
It’s rare that the E-Steps (or Extruder Steps) would be directly responsible for hotend problems, they pertain more to the overall quality of prints. In some cases however, since the E-Steps control how much filament is pushed in to the hotend, severe over-extrusion could lead to clogs.
Furthermore, as we mentioned above, these hardware changes do affect how the hotend works. When there is no longer a PTFE liner inside of the heatbreak, the flow rate can be altered quite a bit.
All things considered, re-calibrating the E-Steps after upgrading to an all metal hotend is never a bad idea, problems or not.
How to Calibrate the Extruder Steps
Final Thoughts
With so many exciting filaments available to us, it’s a shame we have to upgrade to take advantage of them. PLA is of course a great material, but there is so much more we can do with plastics that are durable, flexible or just plain beautiful.
Cutting edge 3D Printer technology is widely utilized in high end machines, but the budget market operates on the idea of “stick with what works”.
If you’re considering an All Metal Hotend, or struggling to make one work, don’t give up and set it aside. It’s not always easy to break from what we already know to learn something new, but in the long run, you’ll be glad you gave it the chance.
A huge thank you to Kieral.art for the amazing artwork used throughout this guide.
Awesome write up! I wish I would have found this 2 years ago it would have saved me a ton of headaches. Especially, the part about the retraction settings.
Excellent article. I had gotten most of this from here and there, but this puts it all together and explains why and how things work. Great Job, as we said in the navy, Bravo Zulu.
Really nice guide. Wondering if you can also add a section about linear advance. In my case i noticed that it gave me a bit of headache when moving to all metal hotend. It would randomly clog it.
This saved my life trying to tune my CR-20 Pro after installing the MicroSwiss hot-end and direct drive combo! I was on the verge of swapping back to stock. Thank you for the excellent write-up! I’ll definitely keep this bookmarked and will share it to whoever I see having issues!
Great guide, got my all-metal hotend (almost) working!
One aspect that was missing: An all metal hotend can be much less forgiving for filament which has been deformed by the extruder gear.
The cause is embarrassingly trivial, but hard to diagnose if you are not aware of the potential problem: The pressure was just too high, and with stepper heat, attempted high flux and several retractions, the filament was squished flat to a degree that the bowden tube would just permit, but the all metal hotend would just block at the cold end.
Solution for the typical Ender style extruder: Release the string pressure slightly until the filament isn’t squished flat, even under maximal stress conditions.
Hope this helps someone else.
I was about to give up because of hard to detect but fatal random issues in 9h production prints. Thanks to the author, I was encouraged to push through, and finally my hotend works!
Thank you!