E3D has led the hotend market for years, and the latest E3D V6 has been the gold standard for nearly half a decade. As an open source hardware manufacturer, they release their engineering diagrams under a General Public License (GPL), providing the necessary schematics for others to view, replicate and further improve upon.
Patents are only in place to protect their trademarks, such as brand names and cosmetic appearance. The design and functionality are both fair use, on the condition that derivatives must release their source, modified or not.
Unfortunately the price of quality doesn’t come cheap. A genuine E3D V6 hotend starts around $60, cost prohibitive for those on a budget. As an alternative, replicas are manufactured overseas and sold at a fraction of the price, albeit with a lower grade of parts and minimal quality assurance.
For this reason, V6 clones will always be a gamble. From the factory, quality can range anywhere from exceptional to completely unusable, even when made on the same production line.
Much of it is easy to replicate, created with almost identical quality to that of an authentic E3D hotend. The heatsink, heater block and so on are all cloned to perfection. There are just a few essential pieces that can make or break performance, and this is where the knock-offs can fall flat. If we upgrade those, we can build a hotend that is comparable to or better than the real thing.
Purchased Parts List
Bowden V6 Clone Hotend (12V) (24V) – $18.99
Overview
Over the course of this guide, our goal is to upgrade a V6 clone, using it as a low-cost starting point to build a much better hotend. Replacing several core parts with aftermarket solutions, we can drastically improve both the reliability and performance. For each section, I’ll look at two different approaches to upgrade that particular piece of the kit.
Budget suggestions will be lower cost upgrades with marginal gains. We can DIY repairs to fix manufacturing problems or bulk order cheap replacements, hand picking the best parts of the lot. This path is aimed at reaching comparable performance to an authentic E3D V6 hotend. (Estimated Cost: $30)
Premium suggestions on the other hand are top tier products, better than the genuine components. Despite E3D’s exceptional quality, even their hotends leave room for improvement. Parts from 3rd party vendors are often priced the same or less, while using higher performance materials.
1) V6 Heatbreak
The heatbreak (or throat) is the single most important upgrade we can do, a frequent problem area on V6 clones. This is a metal tube that sits between the heatsink and heater block, creating a channel for the filament to travel down in to the hotend. As it reaches the block, it gradually starts to melt before pushing out of the nozzle.
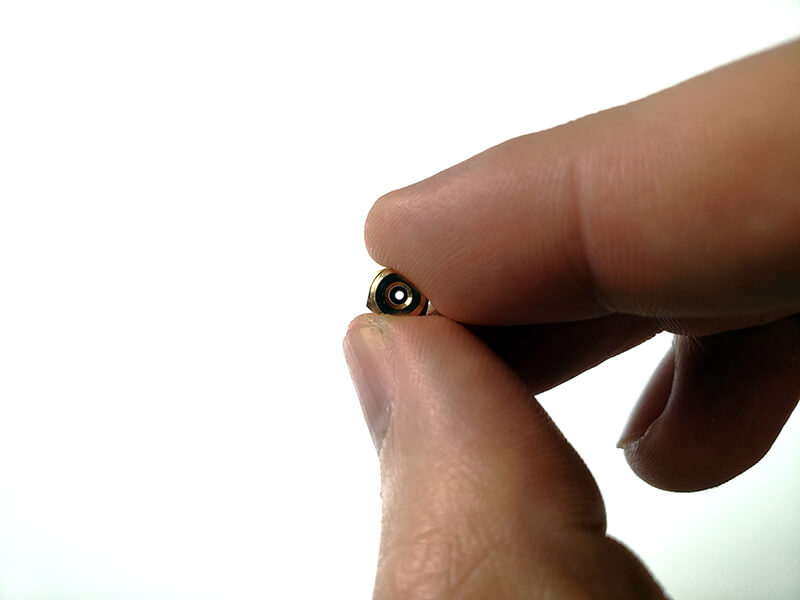
The perfect heatbreak should have smooth inner walls, allowing filament to glide seamlessly down the shaft until it reaches the nozzle. Any surface variations in the bore can create clogs, jams and other extrusion problems, especially during retraction movements when molten plastic is pulled back in to the throat.
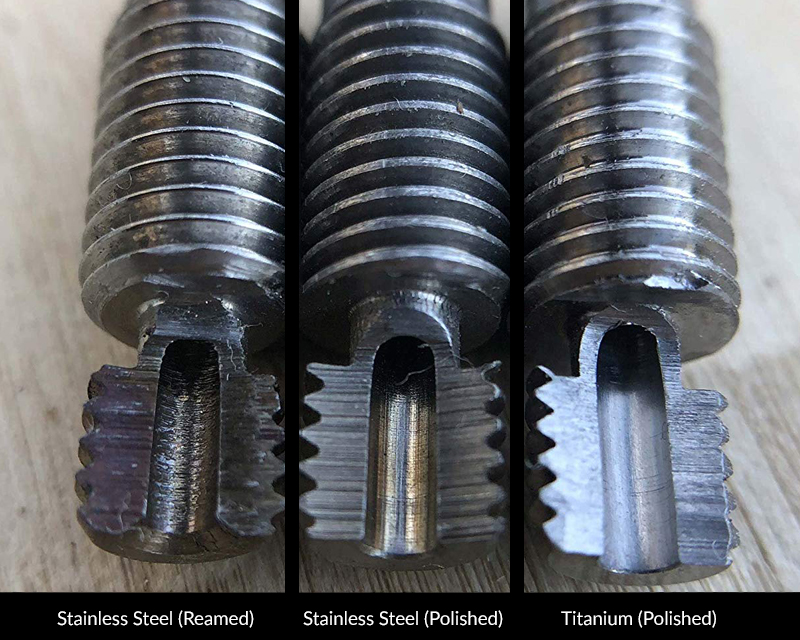
A polished bore (shown in the photo above) is ideal for reliable performance, this process removes tooling marks and other surface defects. Unfortunately cheap V6 clones often come with a reamed heatbreak, and while normally good enough, small ridges in the wall can catch filament and create unexpected problems.
Budget: Polished Heatbreak
For DIYers looking to minimize cost, you can absolutely polish a heatbreak at home. Using a drill or dremel with fine grit steel wool, it’s easy to smooth out the inner bore. Some users even put green polishing compound on cotton string and use friction to smooth it out.
With that said, the heatbreak is the single most important part of any hotend. Polishing it yourself can achieve consistent performance, but likely won’t measure up to aftermarket products.
That brings us to Micro Swiss, a US based CNC business known for high quality 3D Printer products. They manufacture a wear resistant, polished heatbreak for the V6 hotend, plated with a non-stick TwinClad XT coating that offers low friction and high lubricity. This greatly reduces the chance of clogs, plus it holds up against abrasive filaments like Carbon Fiber and Metal Infused plastics.
Micro Swiss V6 Heatbreak - $16.00

Premium: Titanium Heatbreak
Titanium is stronger than the traditional stainless steel used for heatbreaks, which is harder than most metals but can also be quite brittle. Titanium also has the distinct advantage of lower thermal conductivity, meaning there is less chance for heat creep and clogs. This helps create a more defined separation in the heatbreak, where the upper chamber stays cold when the lower half gets hot.
E3D has released their own Titanium V6 Heatbreak Upgrade, but it has a hefty price tag ($50) and abysmal reviews. I would love to give their product the nod here, but it simply comes up short considering the asking price.
Thankfully there are plenty of other vendors with Titanium heatbreaks available, sold at a fraction of the price and with much better feedback. A small scale, LA based company called 3D Passion have a perfect 5 star rating on Amazon, where I will be trying these out in the near future.
Titanium Heatbreak (2 Pack) - $22.222) V6 Cooling Fan
Despite popular belief, the heatbreak is not always the culprit on troublesome V6 clones. Insufficient cooling can be just as detrimental to reliable performance. A genuine E3D V6 hotend ships with a 3010 ball bearing fan that pushes out 4.6 CFM (cubic foot/minute) of air, compared to an average of just 2.0 CFM or less on most replica products.
Without proper cooling on the heatsink fins, heat can travel up the throat and prematurely start melting filament in the cold-end. This problem is commonly referred to as Heat Creep, where the plastic softens and sticks to the walls, eventually causing clogs to form.
Budget: 30mm Fan Upgrade
The easiest solution is to swap out the hotend fan with a high performance model. E3D sells a genuine replacement, offering the same quality found on their premium hotends, plus it helps to financially support their business. It has 7 fan blades for quieter operation, dual ball bearing for a longer lifespan and a 1 meter cable for convenient installation.
If you decide to go with a different brand, make sure to check the specs before placing an order. As an alternative, I’ve also used the GDSTime 3010 Dual Ball Bearing Fan on several V6 clones in the past, which have an advertised 13800 RPMs and 5.64 CFM.
Genuine E3D V6 30mm Fan (12V) (24V) – $9.00

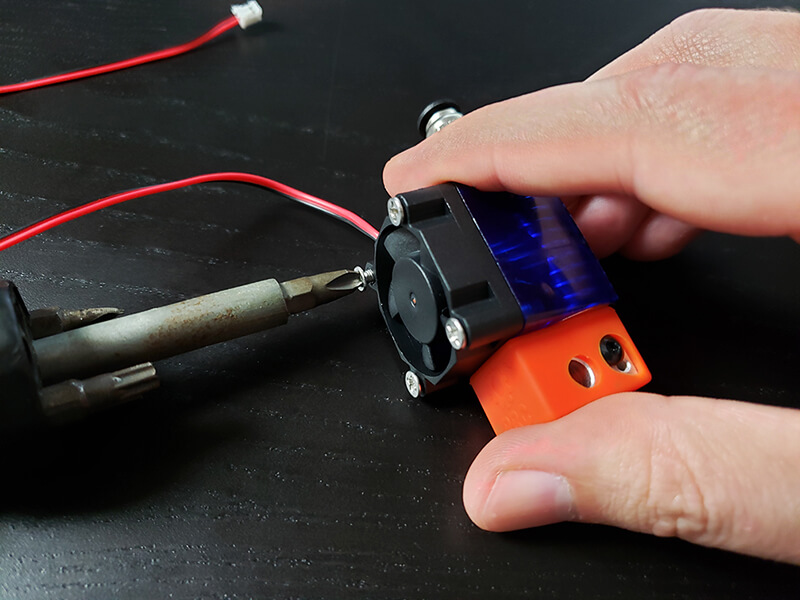
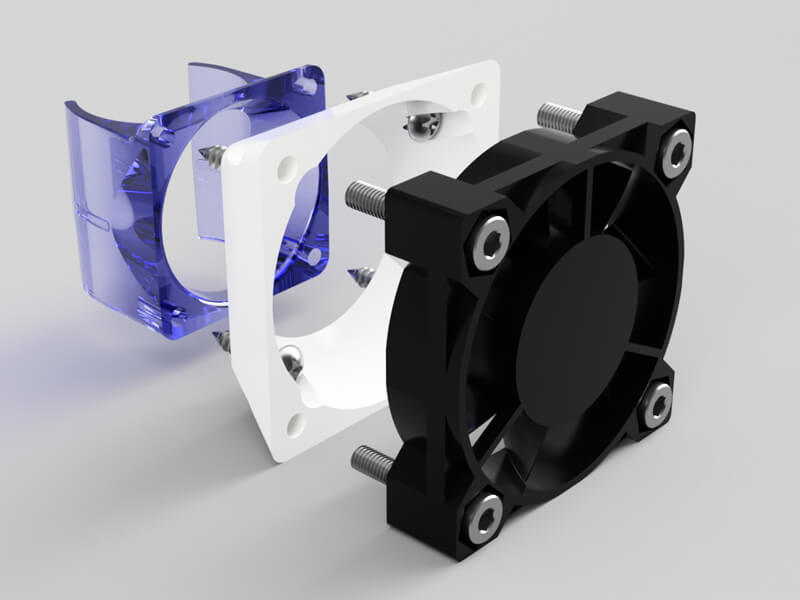
The 30mm fan is only attached to the blue duct using (4) Phillips head screws. To replace the fan, carefully remove these (they do strip easily) and just swap out the fans.
Premium: 40mm Fan Upgrade
Larger 40mm fans are the most common size for PCs and other electronics, meaning there are a lot more options available on the market. While the V6 fan duct won’t fit these out of the box, there are plenty of 3D printed adapter designs that make it possible.
E3D V6 30mm to 40mm Fan Adapter

As for products, Noctua fans are an extremely popular choice for 3D printers. Considering it’s just a fan, it has an absurd amount of features, such as maximum airflow and silent operation modes, anti-vibration mounts and all sorts of adapters. It puts out 4.83 CFM, slightly more cooling than the E3D version and creates no ambient noise.
Noctua 40mm Fan – $13.95

If that’s too rich for your blood, almost any generic 40mm fan should provide adequate cooling to the heatsink.
The only real downside to this method is increased bulk on the hotend. The V6 is designed to be compact and lightweight, so a larger fan/adapter combo seems a bit counter intuitive. Nonetheless, it’s a decent upgrade and works great for many users.
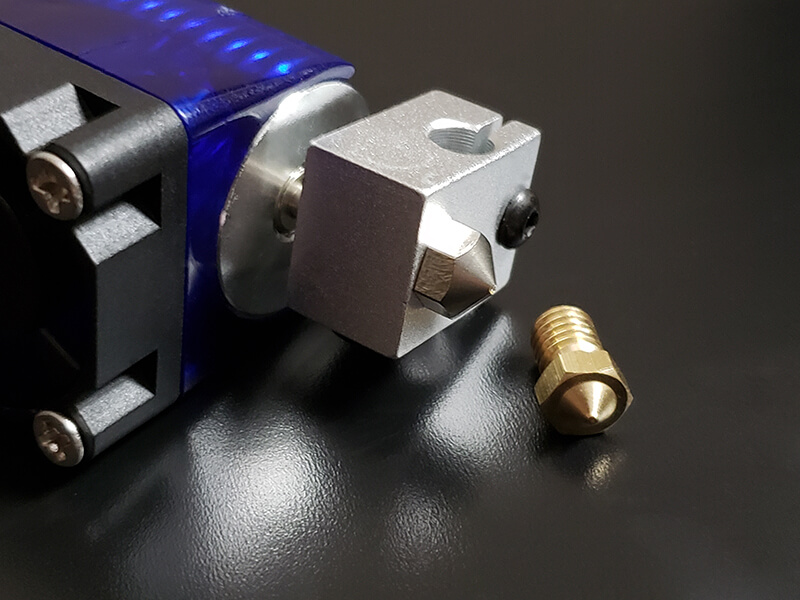
3) V6 Nozzle
The brass nozzles packaged with V6 clone hotends aren’t anything special, but they are good enough in most cases. The real problem is of course quality control, an afterthought for Chinese manufacturers. When you buy cheap nozzles at $1/piece, the factory workers aren’t checking for defects, they just get sold as-is.
Before installing a V6 clone, hold the nozzle up to a light and look inside for burrs around the hole. It should be a perfect circle with no visible flaws. If this isn’t the case, it can affect the print quality and should be replaced as soon as possible.
Nozzles are a consumable. They aren’t meant to last forever and do wear out over time, even faster when printing abrasive filaments.
Whether it’s an immediate concern or something for later down the road, we will eventually have to replace it. When that time comes, we have the choice between buying more of the same, or forking out the cash for a better quality product.
Budget: Nozzle Packs
When sourcing low cost goods from China, it’s rather common to buy more than we need and pick the best of the bunch. Cheap brass nozzles are often sold in packs of 10 or more, and we’re pretty much guaranteed at least a few of them will work.
We can find multi-packs with a dozen nozzles of the same size, or variety packs that have an assortment of different sizes (such as 0.2, 0.3, 0.4 and 0.5) It’s a viable approach for makers on a budget, netting more physical product per dollar spent.
V6 Brass Nozzles (Variety Pack) – $7.99

Premium: Wear Resistant Nozzles
When cheap brass nozzles just won’t cut it anymore, there are tons of upgrades floating around out there. These are made from a range of metals that come plated, wear resistant or hardened.
It can get overwhelming trying to figure out what’s best, and throwing money at the problem won’t help. The more expensive nozzles are often designed specifically for use with abrasive filaments like Carbon Fiber or Glow in the Dark. Using them with common plastics like PLA or ABS can open up a whole new can of worms.
For the vast majority of owners, a plated, wear resistant nozzle is the perfect route. The protective coating is very hard and abrasion resistant, a huge upgrade from standard brass nozzles, but still works great with the traditional plastics. Micro Swiss (recommended above for their heatbreaks) also make a great selection of V6 performance nozzles.
Micro Swiss V6 Plated Wear Resistant Nozzle – $14.99
Thanks this was very useful :)
I heard themistors (the genuine at least) can be good to have consistent temperatures btw!
How would I solved clogging? I did this assembly and its clogging alot… Could it be that i haven’t seasoned the assembly yet? I print at 215, retraction is 4mm, bed is 50, and i print at 50mm/s. Can anyone help? Thanks
Hi Joshua,
Just based on what you’ve described, I am assuming it’s a bowden hotend? I would drop retraction to 3mm to start (just to rule it out) and make sure everything is assembled correctly. Don’t forget to pre-heat the hotend to 250° and do a final tighten on the nozzle, where this will close the internal gap between the nozzle and heatbreak. If you’re printing PLA, make sure to bump the temperatures +10/15 degrees, where all metal needs to be a bit hotter than PTFE to properly extrude.
Other possible, although less likely reasons include making sure the bowden tube is firmly pushed all the way in to the hotend, and check the fan is blowing the right direction (towards the hotend). If you’re still having any problems, just let me know!
-Brett