Calibrating the extruder steps (or e-steps) is crucial for accurate and high-quality prints. Often misconfigured from the factory, Creality 3D printers are prone to under or over extrude filament. This one setting is responsible for how much plastic gets pushed to the hotend, and without the correct value, it can cause defects like stringing, blobs and layer gaps.
When setting up a new Creality Ender 5 Pro, it was under extruding by a rather significant amount… 12% to be exact. This came as no surprise, my Ender 3 and CR-10 had similar problems in the past, badly in need of proper calibrations. The good news is, it’s easy to check and fix if needed, taking just a few minutes for much better print results.
Here is a step-by-step guide on how to calibrate the extruder steps on your Ender 3, 5, or CR-10 3D printer:
Calibration Tools
We’ll need a couple of tools to get started, something to measure and something to mark. In my case, I am using Digital Calipers from Amazon and a sharpie.
- Caliper or Ruler
- Permanent Marker

Calculate Extruder Steps
To check if our current extruder steps are correct, we first ask the 3D Printer to extrude a specific amount of filament. We then measure how much was actually extruded, find the difference and calculate the correct e-steps based on that.
1) Measure the Filament
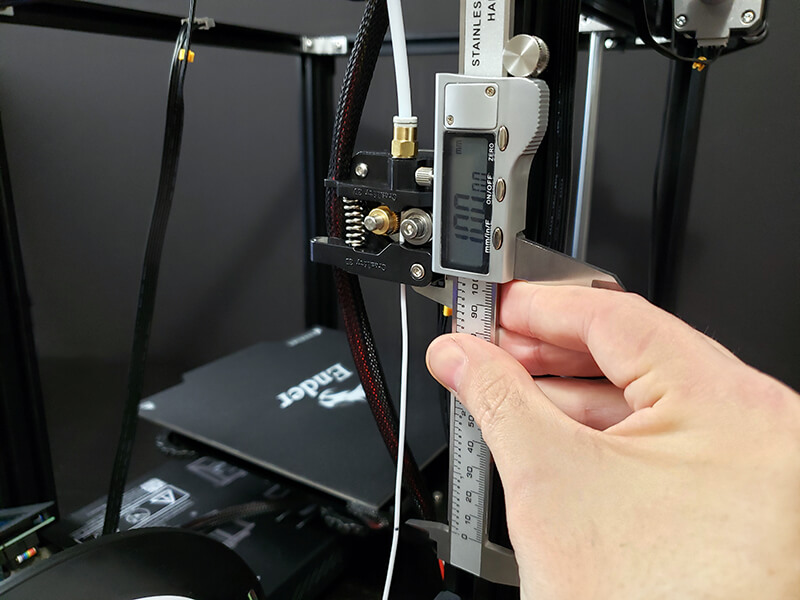
Using a caliper or ruler, measure out exactly 100mm in length from the extruder and mark it on the filament with a sharpie. It’s a good idea to make several additional marks at 90 and 110 too. In case it extrudes more or less than expected, we’ll already have additional points of reference.
2) Extrude the Filament
Go ahead and pre-heat the hotend up to normal printing temperatures. From the LCD screen, press the knob once to bring up the main menu and navigate to Prepare -> Preheat PLA, or Configure -> Temperature -> Nozzle to set a specific value.
It’s a good idea to set the temperature 5-10° C hotter than you would normally print. This prevents resistance at the nozzle that might throw off our measurements, allowing it to flow out nice and smooth.
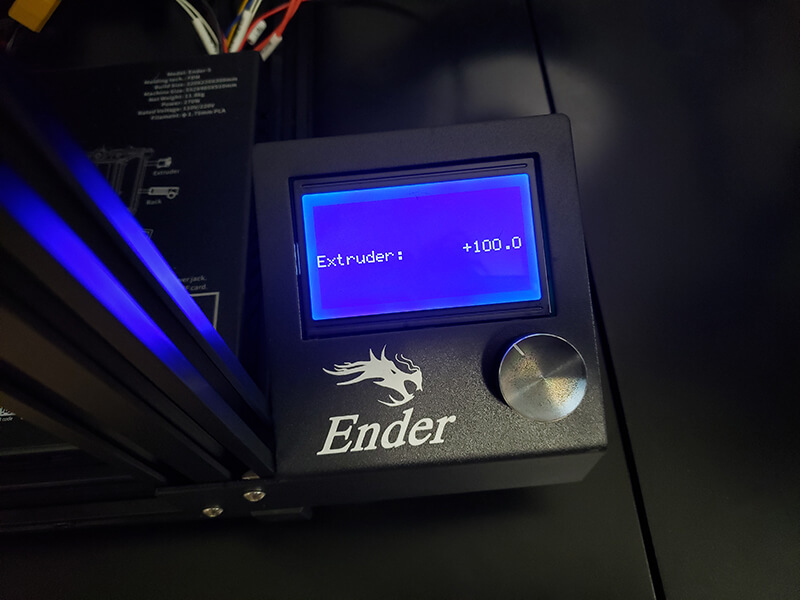
Once the hotend has been pre-heated, bring up the menu again and this time go to Prepare -> Move Axis -> Move 1mm -> Extruder. Turn the knob to the right until you reach our desired value of 100mm, then wait until it has finished extruding the filament.

3) Check the Results
If our 100mm mark on the filament is right at the extruder, the e-steps are perfectly calibrated and we’re finished.
Otherwise, if the mark shows that it extruded more or less filament than we wanted, we’ll need to check by how much. To do this, measure the distance from the extruder to our mark once more and see how much plastic was actually pushed through the hotend.
If the 100mm mark is still visible…
The 3D Printer is under extruding and not pushing out as much plastic as it should be.
Subtract the new measurement from the original measurement to find the difference. In my case, I still had 12mm of filament left before my 100mm mark, so my calculations are…
100 - 12 = 88
If the 100mm mark is no longer visible…
The 3D Printer is over extruding, feeding more plastic than we wanted.
Use one of the additional reference marks we made and measure to that instead. Subtract the new measurement from the reference point.
As an example, let’s say we measured from the extruder to our mark at 110mm, and there was a length of 6mm filament between them. In that case, we would do…
110 - 6 = 104
Write down this value and save it for the next step.
Calibrate Extruder Steps
Before we can figure out the correct value for our Extruder Steps, we need to first check and see what the current value is.
From the LCD screen, push the knob and navigate to Control -> Motion -> ESteps/mm to view the original setting. Unless it was previously changed, the default e-step values from Creality are set as…
- Creality CR-10: 93.0 steps/mm
- Creality Ender-3: 95.0 steps/mm
- Creality Ender-5: 92.6 steps/mm
Using the formula below, multiply the current E-Steps/mm for your machine by the desired amount of filament (100) we asked it to extrude. Divide that number by how much we got (the value we wrote down in the previous step) and we find the correct Extruder Steps for our machine.

This is the math for my Creality Ender 5 Pro, which gave me a new E-Steps/mm value of roughly 105.2. That’s a significant difference from what was previously configured stock.
EEPROM Settings
Now that we have found the correct Extruder Steps for our machine, we need to set and store this value in EEPROM. This is the board’s read-only memory where firmware settings are saved.
From the LCD screen, navigate to Control -> Motion -> Esteps/mm. Press the knob to select it, then turn to adjust the number until it matches our new extruder steps value. Press the knob once more to back out and make sure that it’s correct.
Since this will revert back when we power off the 3D printer, we also need to store the changes too. Go back to the LCD screen, scroll down to the bottom and look for an option called Store Memory (Ender-5), Store Settings (Ender-3) or Save to EEPROM (CR-10). The option name changes a bit between models, but each one does the exact same thing. Select that and our new Extruder Steps are now saved.


Other Thoughts
Extruder steps play a major role in 3D printer performance, but it doesn’t just affect extrusion multipliers, it also controls retraction and other related settings. If we’re under or over extruding, we’re also under or over retracting, and that can cause just as many problems.
Having owned dozens of Creality 3D printers, from the Ender 3, 5 and CR10 series, it’s safe to assume that every machine needs these calibrations. They use a generic “one size fits all” firmware configuration, but no two are identical.
Related: 8 Best Extruder Upgrades for Creality Ender 3
As a final word of advice, take the opportunity and upgrade your extruder. Most stock extruders are made of plastic, a terrible place to cut costs, and these won’t last more than a few months. Once the lever develops cracks or the brass gear’s teeth wear out, no amount of tuning can fix it. Just make sure to re-calibrate the extruder steps when you do!
Thanks for your help! I am new to 3D printing and bought the Ender 5. Now switched to the MKS Gen L, TFT28 and BL Touch. Configuring the setup to learn how all those different components en setting are closely working with each other.
Hi Ralph,
No problem, glad it helped! For those that are new to 3D Printing, I generally don’t recommend any upgrades until you are very familiar with your machine. These are pretty phenomenal 3D Printers and should print great right out of the box. In your case however, all 3 of those are wonderful upgrades that won’t have much impact on print quality but rather just improve the user experience.
My ender 5 did 88 MM out of the box when i told it to extrude 100MM.
Thank you for tutorial. Funny how they are all broken the same from the factory :)
Hey Frank,
I’m guessing all of the Ender-5 3D Printers have the e-steps miscalibrated from the factory, doubt they even take the time to check. They make great budget machines, but definitely leave some stuff up to the customer to fix. Thankfully this is a pretty simple one and takes just a few minutes!
With different materials that people use its probably best to pick a margin of error and have the machine under extrude, rather than over extrude by default. The majority of people won’t notice under extrusion until they try to do taller prints.
When i go in the main screen or instalize EEPROM it still goes back to 93 and i need 100. When i try to save it it give a hard beep…. so this does not work on nu Ender 3 Pro :(
Hi Max,
I believe “Initialize EEPROM” pulls in the settings from memory, so that would overwrite any changes you made. You would want to use the Save EEPROM or Store EEPROM option, although it sounds like your firmware may not have the option to write changes.
If that is the case, just use the instructions from the yellow box where I made a note about an alternative method. You can add “M92 E100.0” to your Start G-Code in the slicer software, or whatever your desired E-Steps value is. This won’t permanently store it on the machine, but it will set the value before starting the print job.
-Brett
Add an SD card to your creality machine.
Sounds easy to do but not so much. I can find all the settings and indeed change the temp of the hot end with no problem. Once the hot end is heated, I can go and tell it to extrude 100 mm of filament. I’ve done it both ways; press the knob, it sounds like it wants to do something but then reboots and don’t press the knob, it does nothing. So, not quite sure where to go from here. Running an Ender 5.
Hi Stewart,
This is actually some kind of firmware problem with the Creality Ender-5. I had the same problem on my own machine, but thought it was a glitch. I have since seen others complain about it on /r/Ender5 recently so it seems to be an issue from the factory.
With that said, it doesn’t make it impossible, just a bit more of a hassle. From what I could tell, it would reset when scrolling the knob too fast (likely overloading the board with a queue of too many instructions). When I took it slow and just extruded about 25 to 30mm at a time, it never reset.
So far I haven’t seen any exact answer for the reason this happens on the Ender-5, it doesn’t occur on the Ender-3 or CR-10. Definitely give it a try going slower and see if that works, otherwise you could potentially just use a G-Code file to extrude 100mm filament instead as a workaround.
-Brett
I’ve found that on my Ender 3, if I forget to “preheat” the nozzle (the set temperature is “0”), E movement is totally ignored. A useful feature, but surprising if you’re unaware of it.
Hi Chris,
This is a Marlin featured called Cold Extrusion Prevention (#PREVENT_COLD_EXTRUSION). Definitely quite useful as it can help mitigate problems, but it does raise some questions once in a while.
The issue Stewart was describing though seems to be limited to the Ender-5, as I have never experienced it on the Ender-3 or CR-10 before. Basically if you scroll the dial knob too fast, something on the stock board can’t keep up and it reboots the 3D Printer. It’s not a huge deal as you can just slowly increase the desired value in increments, but my Ender-5 definitely rebooted several times when calibrating the E-Steps for this article.
-Brett
They must of fixed that or part of it. If I preheat PLA conf (a menu item in control), the nozzle heats by just selecting preheat PLA / Preheat PLA end from the prepare menu.
This is exactly what I had with a 2nd hand 5 Pro I bought last week. Stripped/rebuilt the hot end, checked all wires at least twice, finally worked out the issue accidentally. Wish I’d found this before the event, Google was not my friend that day.
Hi Paul,
I’ve done the same thing more times than I can count. 3D Printer is half disassembled before realizing it was some simple 5 minute fix. I’m glad the guide helped and you’ve got it all sorted out now at least. It’s worth the effort in the end, even if it sometimes takes a while to get there.
-Brett
I just wanted to leave a thank you for the guide this has been most helpful
Absolutely, glad it was able to help!
I’m getting conflicting information from my printer about this. I was under extruding before I upgraded my extruder block to the aluminium one. Now I don’t get brittle prints, but the constant “thunk-thunk-thunk” of my stepper motor is telling me I’m over extruding and the filament measurements tell me I’m under by a significant amount ( 37-43mm ). I’ve switched out the motor and adjusted the steps down to no effect. It prints well until the nozzle becomes clogged by the over extrusion and quits. Any idea what’s going on here ? Any help would be appreciated.
Hi Larry,
Just to confirm, when you say “extruder block” what are you referring to exactly? Did you upgrade the extruder to something like this?
The “thunk” sound doesn’t necessarily mean that you are over extruding, you could have a partial clog in the hotend that is partially blocking the flow of filament. Are you using the stock hotend or have you replaced it with something else (V6, Micro Swiss, etc)? I would probably disassemble the hotend and check it out for any problems. Could be the PTFE tubing needs to be replaced or something along those lines, but feel free to shoot over more details and I will try and help narrow it down!
Hi, sorry for my English, it’s a bit bad.
I have an Ender3 and yesterday I was looking to adjust the extrusion values (nothing had changed since I bought it). By default I had movement -006.0 and steps / mm 93 and I extruded 109mm to the 100mm mark. I made the caluclos and went on to extrude 98mm …. After this, I don’t know what happened that extrudes me 50mm by telling him to extrude 100mm. (The value that previously appeared in -006.0 is now +000.0). The only way to extrude 100mm is to put the passive / mm at 232, and this makes it sound a lot when doing the retraction (it looks like a barking dog :() and I don’t know if it will be good for the engine. The cure retraction values I have not varied 6mm and 60m / s. Can you please help me? I have “Initialize EEPROM” already several times with the same result
Hi, thank you for this guide, I followed it and I noticed that the marked spot at 100mm does go up into the extruder, but after the extrusion is over it lowers itself back out to around 8mm past the bottom of the extruder. Does this indicate some other problem like the filament isn’t being held in place after extrusion where it should, or is it an automatic setting that pushes filament backwards after extrusion? Should I still measure that 8mm difference as a difference in correct extrusion?
There’s no tension on my spool to cause my filament to drag backwards after extrusion so I’m wondering if it’s a deliberate step by the printer.
Thank you for good information. It helped! I figured out the problem, but had no good solution how to use the display for setting and testing, instead of connecting the laptop. I have a new Ender 3 Pro, and the flow setting was 93, as you describe. But with that setting, i got just 40 mm filament. Made a calculation and set it to crazy 235 steps / mm. But after saving to EEPROM, it was now feeding over 200 mm. But with new settings and savings into EEPROM, 98 steps/mm became perfect, feeding 100 mm filament.
Odd! I got the impression that the value 93 shown from beginning was not the “real” working value from EEPROM. It must have been some bug in the software value.
You can just imagine how poor models the Ender made by feeding just 40 mm instead of 100. I tried a lot for several days, almost becoming crazy. Finally I found that when starting to print a job, I got access to the TUNE menu, and changed different values while printing was going on. With the flow value 145, it started to work good. I think that TUNE menu can be good for an ongoing job.
Thank you for a good description.
35!!! thats all that was being used up for 100mm! Do you kno2 how long it takes to adjust from 28.6 steps all the way to 264.57 at .01mm a notch? either way… I am up and running! thanks a lot Ralph!!!!
is there a reason you couldn’t use the 1mm setting to fix this issue? I’m having the same issue.
jason
Hey thank you so much for this now I’m able to get good quality print but can you pls clear me how to calibrate for over extrusion
Hi Rahul,
If you’re trying to calibrate the extrusion (e-steps) and it’s over extruding, just make an additional mark to use as reference. I only used 100mm in the guide, but had a second mark at 120mm in case of over-extrusion. You can then measure from that point and figure out how much plastic was actually extruded.
So I have the CR-10V2 and I’m getting the hard beep when I go to save settings. Does this mean I have to save it in my G-code or has anyone else found a solution for that one?
Hi Dylan,
Unfortunately I don’t have the CR-10 V2 but I assume the hard beep means the settings aren’t saved (if you aren’t sure, you can power cycle the 3D Printer and see if the new value is still present). If saving to the EEPROM isn’t a viable option, you can definitely just set it via the Start Script G-Code instead. This command will be executed before each print and remain the default value, temporarily overwriting the e-steps in memory until a reboot.
-Brett
Thanks, this saved my day! I struggled several days with my Ender 3 Pro severe under extrude and did finally this test. When asked 100mm, this one gave only 38mm… Hard rolling on knob and now it gives great print quality. No wonder if print was horrible, from 93 to 244,73 is some leap…
-Jari-
Im pretty thankful for this Tutorial.
But I was first puzzled because it seems you got that one Formula wrong.
(120-16)+100=104
This doesnt seem to be right. :)
Hi Kai,
Thanks for pointing this out. I’ve updated it now and everything should be correct.
-Brett
I installed a new Creality grey metal extruder on my Ender 5 last night and followed these instructions for doing the calibration. They were very easy to follow. I ran into a couple of things that might be helpful to others. You suggest selecting the 1 mm increments when moving the extruder axis. I used the 10 mm increments and it made it much easier. I also noticed that my stock setting for E-steps/mm was 93, not 92.6. After running the calculation and making the adjustments it fed exactly 100 mm of filament on the next test. Thanks for the great tutuorial.
Thanks for the feedback, you make some great suggestions. I just added a second Ender-5 last week and noticed this, few small changes have been made since I bought the first one.
This included a slight adjustment to the default E-Steps, some options renamed on the menu, etc. The reason I suggested 1mm increments is because the early models would actually power cycle if you went in large increments or scrolled too fast. This was a confirmed problem in the Ender-5 community, and my first one reset nearly a dozen times before the E-steps were finally calibrated. They have obviously fixed and improved some things since then, where I will make a few small updates to reflect that.
Otherwise, glad to hear that this helped get yours dialed in. I’ve made it a point to put the gray metal extruder and a 40T stainless gear on every Creality 3D Printer I purchase moving forward. Seems these are included now on the Ender-5 Plus, but it’s a must have for the base models in my opinion.
-Brett
Hey Brett,
Really helpful guide – thanks heaps. My Ender 5 Pro was set to 93 as you mentioned, and I updated to 101.72.
Do you know how to change the extruder distance back to 0 from 300 mm? If I use the knob, it reverses the extruder 300 mm. Makes sense, but wondering if there is a workaround instead of resetting to factory or removing filament and using the knob.
Many thanks,
Phil
OMG! Thanks a ton for this tip. My Ender 5 extruder was a full 10mm off.
I read it all, but you skipped the step I was seeking.
I measured, marked, set, as described. So, how do you trun on the extruder? When I click Extrude 100mm, nothing happens.
Thank you very much for your guide, very useful to calibrate my ender 3! :)
I heated the nozzle and bed and I adjusted the extruded setting to 100 but nothing happens. I expected it to push melted pls out of the hot end but it just sounded like the extruded was stripping out the pla as it tried to feed it into the Bowden tube toward the horned??? Please help me understand what this means or what I am doing wrong. This is so frustrating to see the preloaded Gcodes print fine but watch everything else fail miserably
I think you have a clogged hot end. When something jams, even the extruder tip on the hot bed, then the extruder makes that noise. What I think is happening is the your PLA filament is getting jammed up the hot end can’t move forward and it’s making the jamming clicking noise backing it out because it can’t move forward.
Hi Brett
I’m just started with 3D printing.
I have a Ender 5 plus (it has a touchscreen interface).
I want to calibrate the extruder like you descriped but i can’t find the settings to change the Estep value. Can you help me?
same here Yoni. I have a touchscreen which doesn’t have a “control” option. Settings won’t get there either. New extruder only extruded 70mm.
Hi David,
If you check the last paragraph under EEPROM Settings, it provides an alternative method for 3D printers without screen controls. You can set the G-Code “M92” command in your Start Script so it runs before each print instead.
Thank you. That really work. I calibrate my Ender 3 this way and now I print really good and I am so happy.
The true is default e-step wass 93 mm, and now i change to crazy 230 mm.
Now I print with nice quality.
Just though I would have a go now that I have installed the SDK mini E3 V2.0
I was just 3mm out, so made the measurement, extruded, did the calculation, entered it, extruded again and bingo. Exactly 100mm extruded.
Very clear easy to follow.
Thanks
Thanks, this has solved a 9 month problem. I had not gotten a good solid print since I bought Ender 3 in Jan 2020 and now October. I tried flow at 150%, dehydrating filament, new Bowden tube, new metal filament thing at top of feed motor, new filament. I thought something must be wrong when I did this formula and had the steps for 93 in EEPROM and had to change to 232.5….I was thinking this cant be right, but to my disbelief, that solved it. I was thinking how can a factory setup be that far off?
Hi Rex,
I’m sorry you went through so much hassle with this, but I am glad to hear that this solved it. It really is amazing how misconfigured the e-steps are straight from the factory. The worst part is, the example g-code is dialed in to poorly calibrated machines, so the test prints look perfect and everything else comes out awful.
-Brett
I’m wondering if the factory calibrates esteps with no restriction. Meaning no nozzle installed. This would make sense why it’s always lower than what we use with the nozzle installed.
Thanks!
My Ender 5 Pro was extruding 82mm with the stock 93 steps. Using 113.41 steps, it is extruding 100mm now.
Thank you for the write up. This helped us get our 3d printer up and working. We have been using it to create an Arduino controller for our 360 product photography. In no way are we 3d printer guys, but we needed to print a few parts to interface with our rotators and we took a dive into the deep end and we are loving it!!!
Whoop! I was ready to throw my Ender 3 out the window after weeks and weeks of failed prints, but the tests coming out perfect. This solved it with a whopper of under extrusion at ee/steps of 232.5.
Thank you so much!
Quick question: I was reading the instructions on teaching tech and it said something about detaching the extruder from the hot end. The wording was really weird but it seems like it might be saying if I have an Ender 5 Plus with a bowden extruder I should pull the bowden tube out from the hot end so the filament just feeds out into the air so there’s no resistance. Would that be a good idea? Obviously I would prefer that because then I still have that 100mm of filament but I wanted to get your opinion first.
Hi Sean,
The idea behind it makes sense, but personally I have always calibrated my e-steps with the exact setup I use to print. Making those changes seems like it would not be entirely accurate, where that resistance factors into the overall calculations. It’s like running a dyno on a sports car’s engine, where it determines the horsepower from the motor, but that’s not what you’re getting at the wheels. If I ask for 100mm of filament, I want that pushed through the hotend, not just the extruder when it is unimpeded by resistance.
I could of course be entirely wrong, but I have never encountered any problems tuning via this method.
-Brett
Glad I found this guide, what a life saver, found my Ender 5 pro to be under extruding by 61%
Made the required adjustments and its printing superbly now, so thank you very much :D
Hi Gareth,
Glad it helped sort out the extrusion problems!
-Brett
Hi, I am having a weird issue where I am only extruding about 20mm with the E in mm3 turned on and almost no movement with it turned off. I tried initializing EEPROM but am still having the same issue. Any advice?
Hi Michael,
You definitely want to turn off mm3 (volumetric mode). That never should have been a menu option, let alone a default on some Ender 3D Printers. It has caused many new owners tons of problems. As I understand it, mm3 uses the volume of extruded plastic instead of the length of filament, and while this has some niche applications, it’s never been considered a standard or widely used.
Once you have that disabled, you can start troubleshooting the actual extrusion issue. I would set your e-steps back to the default of 93.0 for the time being. Check the extruder itself as well, the cheap plastic ones they use are prone to all sorts of problems. Cracks in the plastic, low tooth count brass gears that wear out fast, etc. I strongly recommend those $5 aluminum extruders and an upgraded 40T Stainless Steel gear. This costs less than $10 total and will be a massive upgrade.
Once you’ve actually got this extruding, you can go ahead and calibrate your e-steps to dial them in.
-Brett
I just tested this and it was opposite for me… turning it off caused overextrusion. Turning it on fixed it and made good prints. I don’t think I need to use anything past the flow control now after turning it on.
When you turned off volumetric extrusion (mm3), did you recalibrate your extruder steps? It sounds like the e-step value was calibrated while mm3 was active, and wasn’t re-calibrated again after disabling it. That could certainly explain the over-extrusion. Extruder steps are often much higher with mm3 on (ex: 250mm) than with it off (ex: 100mm).
-Brett
Brett,
Thanks for the advice. I will give it a try and let you know how it goes.
Hi,
Thanks for the guide! I did this check on my CR10s Pro and it was spot on 100 mm from the factory.
Does this mean i shouldn´t change the flow factor or are these two unrelated?
It seems to be slightly overextruding when I print things that should fit together, reducing the flow seemed to help but I don´t know how to accurately find out the extact flow I should use.
/Patrik
Hi Patrik,
You’re the first person I’ve ever heard mention perfect e-steps from the factory, that’s quite the luck.
Calibrating the e-steps is precision tuning the hardware to push the exact amount of filament you expect. Flow rate is more of a compensation tool that can be adjusted in real time, where every single spool of filament is different. Even with perfect e-steps, you may find that you’re under-extruding or over-extruding if the filament isn’t exactly 1.75mm. You can increase flow rate when filament diameter is less than 1.75mm, or decrease it for filament larger than that.
In a nutshell, e-steps don’t factor in the size of the filament, only the length of it. If you’re pushing 100mm of 1.65mm filament, you’re going to get less plastic than 100mm of 1.75mm filament, where flow rate can then be used.
-Brett
Many thanks for this tutorial. I was having under extrusion issues and I wanted to calibrate e-steps. All other tutorials I found had me connecting my ender 3 to my PC and using something like pronterface. Well I spend about an hour trying to connect with no luck. I finally stumbled on your tutorial. Who knew it would be so easy to do right in the ender 3 interface. My new e-step value is 111.1. Haven’t tested a print yet with this value but fingers crossed! Thanks again!
Hi Matt,
You’re welcome! I’m glad to hear this made things a bit easier for you.
The e-steps are saved in EEPROM (small chunk of memory on the board for modifiable settings), and while you can adjust this by sending G-CODE commands over USB, that’s the most time consuming way to do it. The majority of 3D Printers can change the e-steps right from the LCD screen, or you can even put “M92 E111.1;” in your slicer’s start script instead.
-Brett
I’m a little confused as the why we need to use that math. If l do this and underextrube by 10mm, why not just add 10mm to the factory setting and call it good.
I ran one test and came up 7mm less than 100mm. My factory setting is 93mm on my ender 3. I changed it to 100mm ( 93mm + 7mm), tan a second 100mm test and came out perfect. No math involved aside from the addition of the missing 7mm.
It measures it in “steps” per millimeter…. So it is not a direct additional simple problem as you think. You only speak of millimeters, where are the steps? Steps is sort of a translation for turns of the electric motor I believe, it is not MM measurement you are making here.
What you’re doing here is calibrating that electric motor to turn a certain amount of steps to push out 1 millimeter of filament. Somehow the factory got it wrong, and you have to tell it what is the true accurate steps per millimeter or else it will not behave the way you want.
Thank you for the tutorial, If I want to achieve prints in the correct spec (0.5mm) how would i go about setting up the x and y to get this calibrated correctly on an ender 5 pro.
Hi Kurt,
You’re talking about getting dimensionally accurate parts correct?
There are a number of factors that go into this, from e-steps to the belt tension, you don’t want any slop in the motion or extrusion systems. However, material shrinkage often goes overlooked as a culprit. Even if your 3D Printer is perfectly calibrated, you have to account for the plastic shrinking as it cools. PLA is about 2-3%, whereas ABS can average more than 10%. PETG has the lowest shrinkage rate of the 3 filaments.
-Brett
Don’t assume it’s a calibration problem. I’ve just had an issue that appeared to be overextrusion but it turned out to be improper bed leveling. It was also causing my calibration cubes to measure a little off. Too high and it squishes it out to 20.5mm. Too low and it might print 1 or 2 axis off at 19.5mm. I just changed to hardened steel nozzle so I releveled my bed and got the calibration cube to measure 20mm all sides. Which is what it’s supposed to be at. It also fixed my apparent overextrusion issue. So it was actually ALL from just the bed leveling. You must go around all 4 sides multiple times to level, not just 1 or 2, maybe 3 at least. Changing 1 corner changes all…
Hello Brett can you please email me or look me up on line I have a few questions about cr touch and needs some help
Thanks for this article. I had been doing this the hard way using printerface software. Didn’t realize you could do it right from the controller.
I had an under extrusion issue when I tried a new filament. To fix the problem, I had to change my originally calibrated esters from 97 to 254. I changed the nozzle and also ran the test without going through the nozzle or PFTE tube. Should I be concerned that the esters is so high now?
You’re most welcome! I’m glad to hear it helped.
I would check and make sure you’re not in Volumetric mode. From the LCD screen, you can go to Control -> Filament -> E in mm3 and make sure it’s disabled. Having that turned on usually causes problems and also results in extremely high e-steps. If that’s not the case, check your extruder next. Make sure the gears not slipping, the lever isn’t cracked, etc.
-Brett
Hi,
How can I adjust the E-step number on a CR10 Pro V2 ?
thanks!!! solved one of the last issues I had with my setup…im new to 3d printers…bought a used highly moded E3D from 2nd owner who just gave up and never managed to get it working…after fixing several electronic + mech issues just to get in working (retired electronics tech…35+ years exp.) and swapping a dual filament old head for a new j v6 I was still getting so-so to just terrible prints…I could hear some occasional “clunk” noise from the extruder that didnt sound right…some clogs…I suspected extrusion issues…I took apart the aluminium extruder that was on there…cleaned & aligned everything…corrected wrong screw for the tension setup…using above instructions I made 3 100mm feed tests and ended up with identical results… had to use 141.2 value from the stock 93 for the extruder step value! no wonder the problems! I checked a 100mm extrusion after using the new value and right on the nose now…My prints are great now…
I marked at 100mm and then extruded until it reached that mark. Used that to find the ratio instead. For my example, it took 106.5mm to hit the 100mm mark. Then just multiply the current setting by 1.065 to get the new corrected setting. :)
Hi,
I have purchased an Ender 5 s1 a couple of days ago and keeps pulling the model of the bed. As I’m a mechanical Trades person my computer knowledge is very limited so please go easy.
Assembly was quite easy and with no issues, but as I said above the model keeps coming off the bed.
I have no idea how to extrude a certain amount and cannot find “eprom”
I hope you can lead me In the right direction
Regards Phil
I had a feeling something was up with my printer after I replaced my NEMA17 stepper motor that controls the extruder with a non-Creality motor and a dual-gear direct-drive extruder feeder. The prints looked a bit thin. After running this test, I found it only extruded 64mm. I added a line in the OctoPrint Start Print routine to to adjust the steps/MM to 148 and that fixed my problem.
Hi Jack,
I’m glad to hear that fixed it. Dual gear extruders do require higher e-steps than the single geared, usually in the ballpark of 130-150 mm. Some vendors will recommend a specific value, but I think it’s best to calibrate this yourself for best results.
-Brett
Thanks for this very useful guide!
This is exactly what I needed for adding the Creality sprite direct drive to my E5-plus. It was under extruding out of the box. I followed your steps and added it to the starting script and now works great! Thank you!